Die Patronen sollten so dicht wie möglich sein.
Berücksichtigen Sie bei der Vorbereitung der Bohrungen für die Patrone die folgenden Faktoren:
Wenn möglich, sollte auf der gegenüberliegenden Seite der Anschlüsse ein Loch gebohrt werden, um die Patrone leichter herausziehen zu können.
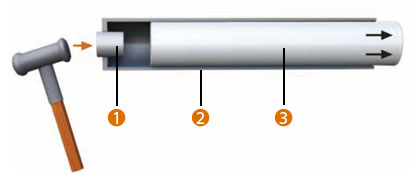
1. Bohrung für den Ausbau
2. Form
3. Patrone
| Material | p | Schmelzen | Cp | Cf |
| Stahl | 7.8 | 1400 | 0.12 | 60 |
| Aluminium | 2.7 | 600 | 0.23 | 94 |
| Bronze | 78.4 | 900 | 0.10 | |
| Gießerei | 4.2 | 1150 | 0.13 | 30 |
| Rostfreier Stahl | 7.8 | 1600 | 0.12 | 56 |

1. Patrone
2. Fühler
3. Maximal 15 Millimeter
4. Maximale Anpassung
Wir und unsere Partner verwenden nicht-essentielle Cookies, z.B. zur Messung und Personalisierung von Werbung in unseren Diensten. Sie können wählen, ob wir sie verwenden, indem Sie die erste Option aktivieren oder deaktivieren.
Die über Ihre Nutzung des Dienstes gesammelten Daten werden für die unten genannten Zwecke verwendet. Für einige Zwecke ist Ihre Zustimmung erforderlich, z. B. für die Erfassung von Nutzerdaten für Werbung durch uns und Dritte.